發電機組活塞銷與連桿襯套的修配
發電機組活塞銷和連桿襯套的修配是有一定的講究的,今天發電設備就來為大家介紹發電機組活塞銷和連桿襯套應該如何正確修配:

一、連桿村套的選配 更換發電機組活塞銷時,應選配連桿襯套,如襯套磨損過薄,則應更換新村套。村套與連桿小頭內徑的配合,應有0.04~0.10mm的過盈量。
新選配的襯套應有一定的加工余量,不宜過大或過小,因為,若加工余量過大,則較削的次數太多,容易把內孔較偏;若加工余量太小,則不容易保證修配質量。
經驗的判斷方法是:在樹套壓入連桿小頭之前,與選配好的新活塞銷試套,如果能勉強套上,則為合適。
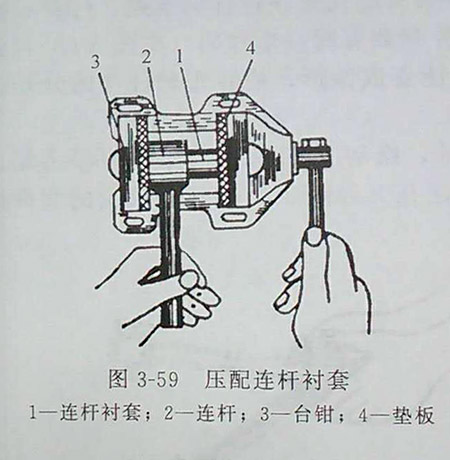
拆連桿襯套,用沖子沖出即可。安裝連桿襯套時,用沖子沖入或用臺鉗壓入(如圖3-59所示),有條件的地方,可在壓床上進行。安裝時,應注意使襯套的油孔與連桿小頭上的油孔對準。若新襯套上無油孔時,應在壓入前先將油孔鉆好。
二、活塞銷與連桿襯套的技術要求 配合間隙:發電機在常溫下,有0.003~0.010mm的微量間隙;而柴油機應有0.02~0.12mm的間隙。接觸面積:不少于75%。其間隙過大、過小,接觸面積過小的危害與活塞銷、銷座孔間間隙過大、過小,接觸面積過小的危害相同,活塞銷與連桿樹套的正確配合,是通過較削來實現的。
三、連桿襯套的鉸配 發電機組連桿襯套的鉸配步驟與活塞銷座孔的鉸配步驟相似。
1、選擇鉸刀:根據活塞銷實際尺寸選擇鉸刀,將鉸刀夾入虎鉗與鉗口平面垂直。
2、調整較刀:把連桿小端套入較刀內,一手托住連桿的大端,一手壓小端,以刀刃能露出襯套上平面3~5mm為第一刀的較削量。刀的調整量,以旋轉螺母60~90°為宜。如較削量過大或過小,都會使連桿在銨削過程中擺動,銨出棱坎或喇叭口。
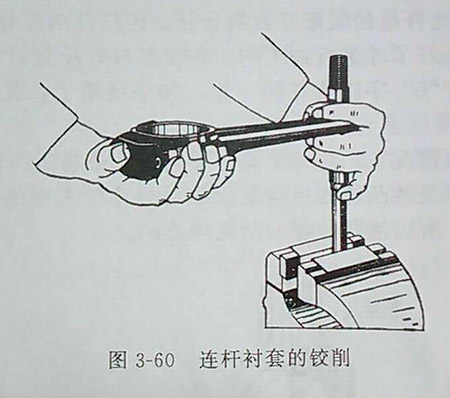
3、鉸削:鉸削時,一手把住連桿大端,并均勻用力撥轉,一手把持小端,并向下施壓力進行較削。較削中應保持連桿與較刀成直角,以免鉸偏(如圖3-60所示)。調一次鉸刀銨到底后,再將連桿翻面鉸一次,以免鉸成錐形,當襯套下平面與刀刃下方向平齊時,應下壓連桿小頭,使襯套從銨刀下方脫出,以免起棱。
4、試配:在鉸削時應經常用活塞銷試配,以防鉸大,當較削到用手掌的力能將銷子推入襯套1/3~2/3時,應停止銨削,此時,可將銷子壓入或用木錘打入村套內(打時要防止銷子傾斜),并夾持在虎錯上左右往復拔轉連桿,然后壓出銷子,查看襯套的接觸情況。
5、制配:根據活塞銷與連桿村套的接觸面和松緊情況,用刮刀加以修刮,修刮后,應達到各機說明書上的要求。
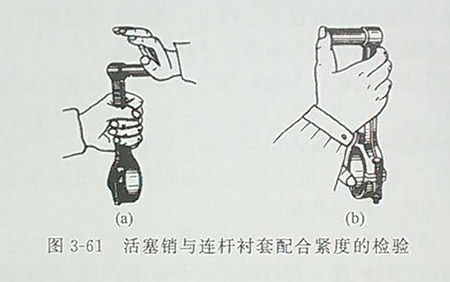
對發電機組而言,一般的檢驗方法是:將活塞銷涂以機油,能用手掌的力量把活塞銷推入連桿襯套,并且沒有間隙的感覺,則認為松緊度為合適[如圖3-61(a)];對發電機組而言,一般的檢驗方法是:將活塞銷涂以機油,能用大拇指的力量把活塞銷推入連桿村套,并且沒有間隙的感覺,則認為松緊度為合適[如圖3-61(b)];接觸面積在75%以上,并且接觸點分布均勻,輕重一致,則認為接觸面符合要求。
以上就是發電設備為大家介紹的關于發電機組活塞銷與連桿襯套的修配方法,大家在使用發電機組的時候遇到需要活塞銷和連桿襯套進行修配的時候,可以對照上述進行。
分享名稱:發電機組活塞銷與連桿襯套的修配
分享網址:http://www.yijiale78.com/hangye/weixiufdj/n61797.html
聲明:本網站發布的內容(圖片、視頻和文字)以用戶投稿、用戶轉載內容為主,如果涉及侵權請盡快告知,我們將會在第一時間刪除。文章觀點不代表本網站立場,如需處理請聯系客服。電話:028-86922220;郵箱:631063699@qq.com。內容未經允許不得轉載,或轉載時需注明來源: 創新互聯
發電機維修相關推薦

我想展現發電機維修信息
加入發電機維修信息推廣
免費獲取發電機維修推廣方案
- 姓名:
- 電話:
- 需求:


